電 話:18852218000
郵 箱:1022667224@qq.com
網 址:www.xzyjwj.com
地 址:徐州市銅山區大彭鎮大劉村
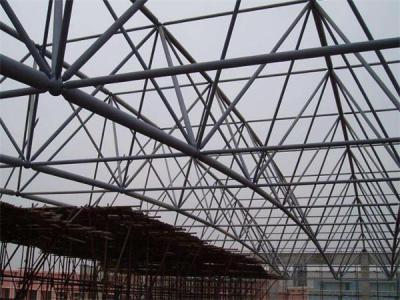
近日,有客戶咨詢小編,有沒有方法控制網架鋼結構焊接變形,今天,小編也上網搜索了一些內容,希望能夠給大家帶來幫助。
網架鋼結構焊接變形控制措施:
1)減小焊縫截面積,在得到完整、無超標缺陷焊縫的前提下,盡量采用較小的坡口規格(角度和空隙)。

2)對屈服強度345MPa下列,淬硬性不強的鋼材采用較小的熱輸入,網架鋼結構盡量不預熱或適當降低預熱、層間溫度;優先采用熱輸入較小的焊接方式,如CO2氣體保護焊。
3)厚板焊接盡量采用多層焊替代單層焊。
4)在滿足網架鋼結構設計要求前提下,江蘇螺栓球網架鋼結構工程有限公司介紹縱向加強肋和橫著加強肋的焊接可采用間斷焊接法。
5)網架鋼結構兩面都可焊接操作時,要采用兩面對稱坡口,并在多層焊時采用與構件中合軸對稱的焊接順序。
6)T形接頭厚度較大時采用開坡口角連接焊縫。
7)采用焊前反形變方式控制焊后的角變形。
8)采用剛度夾具固定法控制網架鋼結構焊后形變。

9)采用構件預留長度法補償焊縫縱向收縮形變,如H形縱向焊縫每米長可預留0.5mm~0.7mm。
10)對于網架鋼結構長構件的歪曲,主要靠提升板材平面度和構件組裝精度,使坡口角度和空隙準確,電孤的指向或對中精確,以使焊縫視角形變和翼板及梁端縱向形變值與構件長度方向一致。
11)在焊縫眾多的構件組焊時或構造安裝時,網架鋼結構要采取合理的焊接順序。
12)網架鋼結構設計上要盡量減少焊縫的數量和規格,合理布局焊縫,除了要避免焊縫密集之外,還應使焊縫位置盡量靠近構件的中和軸,并使焊縫的布局與構件中合軸相對稱。
對于不同鋼材的網架剛結構或構造復雜程度不同,都要采用不同的焊接方法和焊接順序。因此,在施工前,應做好充分的功課,較大程度上降低應力的產生和形變。